-
 上海
上海 -
课程
|
【上海非凡进修学院◆24小时咨询热线400-888-4051◆非凡学院模具设计课程可免费享受体验课程!】
非凡学院简介
上海非凡进修学院已与300多家用人单位建立长期人才供需关系.提供平面设计、网页设计、室内设计、电子商务、网络营销等专业人才,上海、苏州、无锡、南京、杭州等长三角大中城市用人单位纷纷高薪聘用学院学员。数千名学员已成为单位的技术骨干和管理骨干,不少学员还开办了公司、工作室,走向个人创业道路。合格学员推荐就业率达到95%以上,无数学员成功的事实证明了非凡学院培养出学员的实力。[2]上海非凡进修学院坚持以“服务为宗旨、以市场为导向,以用人单位满意”为核心的教育理念,专业聘请行业内知名的专家或专业的教授为师资,他们教学经验丰富,实战能力强。培养出的学生深受用人单位的重用和赞赏及社会广泛认可。上海非凡进修学院正以迅猛的速度、稳健的步伐为社会培养各类复合型实用型高技能人才,为不断提高国民素质,办好终身教育与继续再教育作出不懈努力。 2005年 非凡学院在上海交通大学教育圈设立总部,专注于中高级人才培养、企业培训以及设计类培训(主要偏向网页设计培训、网络营销培训、网页设计培训、室内设计培训) 2005年 非凡学院 成立“Adobe上海区考试报名考试中心”【上海非凡进修学院】 2006年 非凡学院:上海职业教育培训网“上海十佳培训机构”称号【上海非凡进修学院】 2007年 多媒体行业协会评为“高端设计类培训院校”“上海市多媒体行业协会”会员【上海非凡进修学院】 2007年 非凡学院被学易优教育网评为“年度优秀品牌价值培训机构”【上海非凡进修学院】 2008年 非凡学院荣获“十佳品牌精英奖”。【上海非凡进修学院】 2008年 非凡学院荣获“上海诚信单位”【上海非凡进修学院】 2009年 非凡学院入围新浪教育获得“*十佳品牌教育”【上海非凡进修学院】 2009年 非凡学院在网页设计培训、网络营销培训、平面设计培训、室内设计培训、企业培训五大课程体系全面大升级,专注高端设计培训 2010年 非凡学院成功入围新华网教育、网易教育等优秀培训机构【上海非凡进修学院】 2011年 非凡学院网站开通在线支付功能,并成功成为特约商户【上海非凡进修学院】 2011年 非凡学院被教育网评为“上海值得信赖的培训机构”【上海非凡进修学院】 2012年 非凡学院走进华东理工、上海师范大学、华东大学等高校进行师生互动 2012年 非凡学院和山东大学网络学院、吉林大学网络学院签定了战略合作协议。 2013年 非凡学院和8090电子商务产业园战略合作协议。【上海非凡进修学院】 模具专业知识培训
UG(Unigraphics NX)是Siemens PLM Software公司出品的一个产品工程解决方案,它为用户的产品设计及加工过程提供了数字化造型和验证手段。Unigraphics NX针对用户的虚拟产品设计和工艺设计的需求,提供了经过实践验证的解决方案。UG同时也是用户指南(user guide)和普遍语法(Universal Grammer)的缩写;在DOTA中也被称为幽鬼。 入学条件:【上海模具设计学校】 有CAD基础者,开始学习完以后,可以达到UG高级造型和设计的效果。 课程周期:【上海模具设计学校】 1.学习周期:全日制2个月;业余制6个月。 2.共208课时(45分钟/课时)(以班级安排为准) 使用教材:【上海模具设计学校】 学校内部教材与电子教材相结合,实际案例上课。 可考证书:【上海模具设计学校】 《国际注册机械工程师》、全国《UG*级证书》《造型、工艺、模具》及学院《结业证书》(考试费用另外支付) 就业方向:【上海模具设计学校】 模具设计师,汽车装饰品设计师,机械工程师,汽车造型设计师,钣金设计师,自由形状设计师。 专业亮点:【上海模具设计学校】 模具设计主要采用面授学习方式和实战经验分享,全程采用基本知识点+成功案例分享+差异化比较+互动的形式学习方式。
ANSYS软件是融结构、流体、电场、磁场、声场分析于一体的大型通用有限元分析软件。由世界上*的有限元分析软件公司之一的美国ANSYS开发,它能与多数CAD软件接口,实现数据的共享和交换,如Pro/Engineer, NASTRAN, Alogor, I-DEAS, AutoCAD等, 是现代产品设计中的高级CAE工具之一。 入学条件: 需要有CAD基础开始学习完以后,可以达到ANSYS造型、钣金设计、有限元分析设计的高级效果。 课程周期: 1.学习周期:全日制2个月;业余制4个月。 2.定制课时(45分钟/课时) 学 费:(以班级安排为准) 使用教材: 学校内部教材与电子教材和实际案例相结合。 可考证书: 全国《ANSYS》及学院《结业证书》 就业方向: 模具设计师,汽车装饰品设计师,机械工程师,汽车造型设计师,钣金设计师,自由形状设计师。 专业亮点: 模具设计主要采用面授学习方式和实战经验分享,全程采用基本知识点+成功案例分享+差异化比较+互动的形式学习方式。
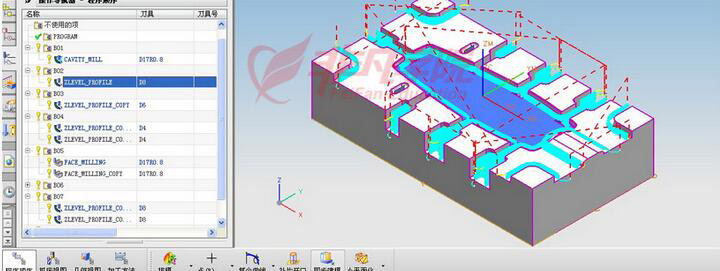
1.图档转换到NX软件中,先确定其中X、Y、Z值(G54)与安全高度。加工电极的安全高度为10mm,钢件视大小取25mm或者50mm;同时根据机床、材料特性选择刀具并确定转速、进给、下刀量。 2.工件加工摆放方向,原则上X方向为长尺寸,Y方向为短尺寸。如加工行位,斜顶等异型工件则需要多方配合确认方可执行。 . 3.为了防止程式里未设置安全高度造成撞机同时为了更直接反应刀具的加工深度,所以工件*高点一律移动到Z零点(绝对座标)。 4.根据工件形状、尖角处或孔位应进行修补以改善加工,如薄骨位铜公做加强面。镶件线割位偏置曲面0.5mm以上进行保护,以免刀具加工到线割面,在程式中尖角可进行圆角处理,以免刀具在尖角处惯性过大而损坏刀具。 5.碰穿、擦穿面留0.03-0.05mm余量飞模用,重要的小面积擦穿面(上海模具设计 |
| 相关课程推荐 | |||
|---|---|---|---|
| 课程名称 | 上课地点 | 优惠价 | 报名 |
| CAD机械制图系列 | 上海各分校 | ¥享优惠 | 登记优惠 |
| pro/e模具设计系列 | 上海各分校 | ¥享优惠 | 登记优惠 |
| UG模具设计系列 | 上海各分校 | ¥享优惠 | 登记优惠 |
| Catia模具设计系列 | 上海各分校 | ¥享优惠 | 登记优惠 |
| Solidworks设计 | 上海各分校 | ¥享优惠 | 登记优惠 |
| Ansys有限元分析 | 上海各分校 | ¥享优惠 | 登记优惠 |
| 模具设计师全程班 | 上海各分校 | ¥享优惠 | 登记优惠 |
| 模具设计师全程学历班 | 上海各分校 | ¥享优惠 | 登记优惠 |
| CAD机械制图 | 上海市四平路 | ¥咨询享团购价 | 登记优惠 |
| MASTERCAM | 上海市四平路 | ¥咨询享团购价 | 登记优惠 |